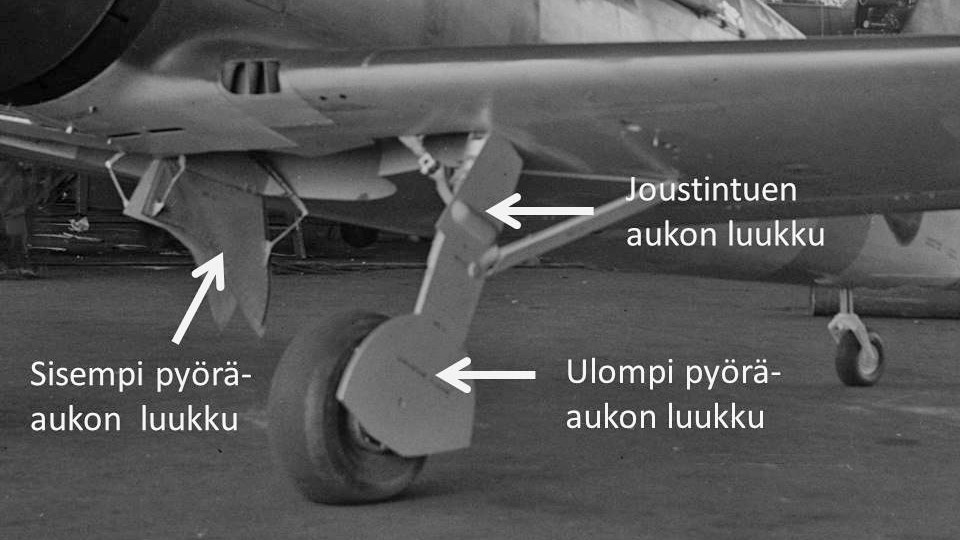
Wheel well and oleo doors for Myrsky are madeTiistai 7.4.2020 - Member of Tuesday Club Retractable landing gear was common already in WW2 fighters and VL Myrsky is not an exception. At the root of Myrsky’s wing there is an enclosure for pulling in the landing gear. The enclosure consists of a wheel well for the wheel and a compartment for the oleo (the shock strut of the landing gear). One half of the wheel well opening is covered by the inner door, made of aluminum plates, also called “daisy cutters”. The door is fastened on the inner edge of the wheel well with hinges. This door is opened automatically by a spring lever when the landing gear is taken out and it is closed by the wheel when the landing gear is taken in.
The other half of the wheel well is covered by the outer door, which is made of aluminum plate and fastened on the wheel hub, it is a pair for the “daisy cutter”. The oleo enclosure door is made of aluminum plate as well and it is fastened angel on the oleo. These two doors on the landing gear are overlapping at a distance of about 20 cm and they slide against each other when the landing gear oleo is flexing. The wheel is fastened by its axle on the “piston rod” which moves inside the oleo. The landing gear can’t have one solid door fastened on the wheel and oleo because this would disturb the vertical flexing movement of the wheel. The Tuesday Club team made first the inner doors for MY-14 wheel wells on the test wing and the actual wings. Then the construction of the outer doors and the oleo doors was started. The team decided to make the doors for the test wing first.
A laser cutter was used when cutting the semi-finished shape of the oleo door from 1.5 mm aluminum plate according to Myrsky’s original drawing. At the same time a hole was cut into the plate where the retraction mechanism fork connects to the oleo. Holes were drilled along the edges of the door where stiffening battens will be riveted.
A small canopy is needed to cover the hole where the retraction mechanism fork connects to the oleo. A metal mould was made first and the canopy was pressed against it from aluminum plate. The canopies were made for the test wing and for the actual wings. The canopy was welded onto the edges of the hole on the door. After this the pre-cut door was fitted into place into the oleo opening and fastened on the temporary plywood brackets on the oleo. Eventually the door will be riveted on the brackets which are welded onto the oleo.
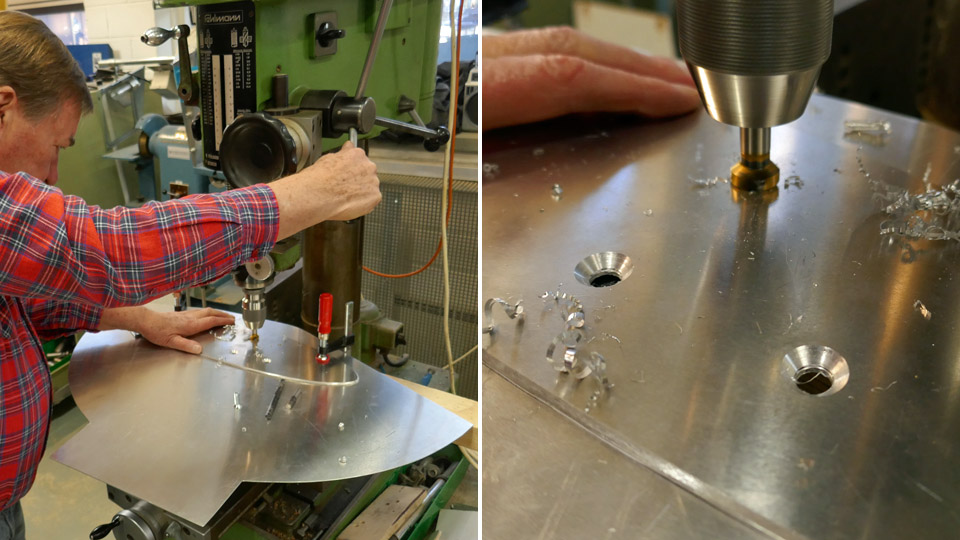
The semi-finished shape of the outer wheel well door was also cut from 1.5 mm aluminum plate with a laser cutter. The door is fastened on the wheel hub with four 6 mm flat head machine screws. The holes on the door for the screws have to be exactly in the right position to meet the threaded holes on the wheel hub. The positioning was done by placing a positioning plate with sharp-pointed markers on the wheel hub. A marker was also placed in the middle of the hub. Then the door was positioned carefully into the wheel well and the plate surface was tapped against the marker points. Now there were clear marks on the lower side of the plate for drilling the holes for the screws. The marker marks were strengthened with a spike before making the holes with a vertical drilling machine.
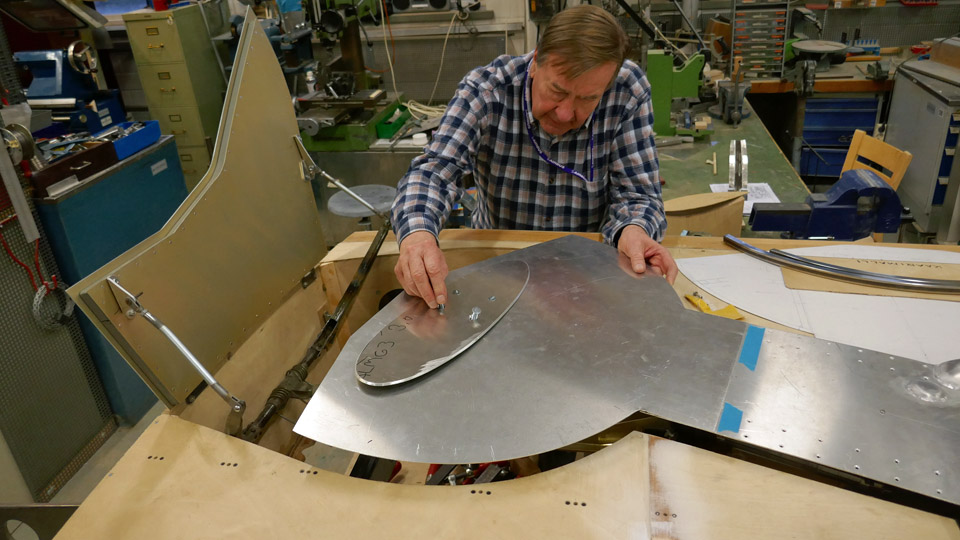
The door fastened on the wheel hub has an oval-shaped stiffening plate on the outside. It was cut from aluminum plate. The stiffening plate is fastened on the door with the four machine screws which fasten the door on the wheel hub. Holes were made on the oval stiffening plate and the edges were beveled. The stiffening plate will also be riveted on the door by its edges. The outer wheel well door was fastened on the wheel hub with the oval stiffening plate attached. Now the test wing landing gear had both doors in place for the first time. They are well visible when the landing gear of the test wing is taken out.
There will be stiffeners and supporting battens on the inner surface of the outer door in the wheel well. A supporting frame made of rectangular steel tube will be fastened on the edge of the door. The lower part of the door will have box construction strengtheners made of aluminum plate.
Pre-cut strengtheners for the inner surface of the wheel well door were cut from aluminum plate with the laser. They were modified to be fitted and fastened into place. Also the stiffeners for the oleo door are now ready. The stiffeners will not be riveted on the doors before the half ready doors and the stiffeners have been chromated. The chromate treatment will prevent the aluminum plate from oxidizing and it will be done by an outside supplier. Photos: Lassi Karivalo Translation: Erja Reinikainen |
|
Avainsanat: aviation history, restoring, old aircraft, VL Myrsky II, MY-14 |
Ilmailumuseot.fi - Aviationmuseums.fi